- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Главная > Продукты > Сварная стальная труба > Прямошовная стальная труба > Прямошовная сварная труба





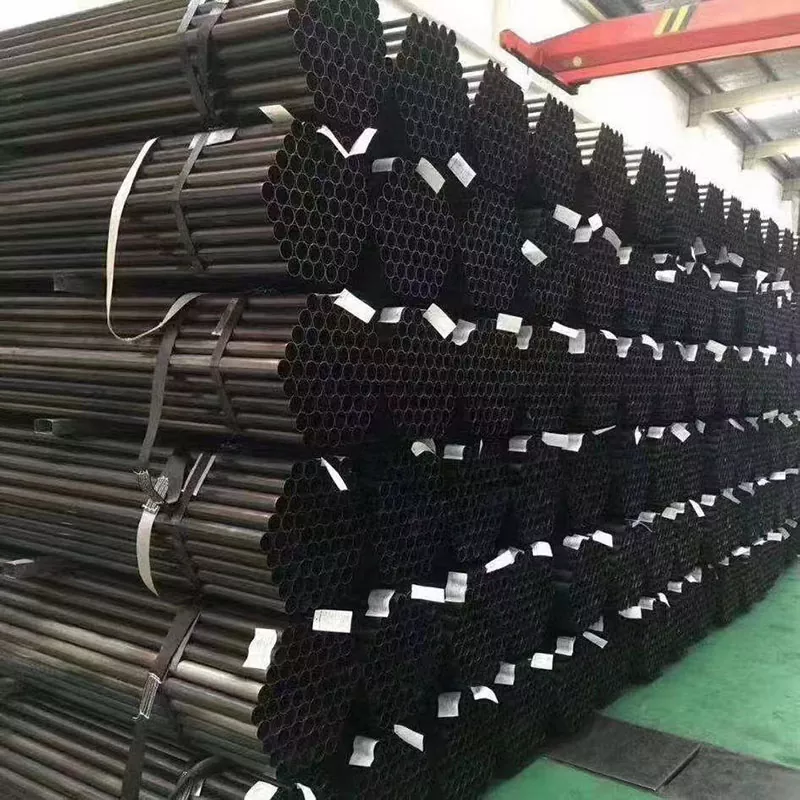
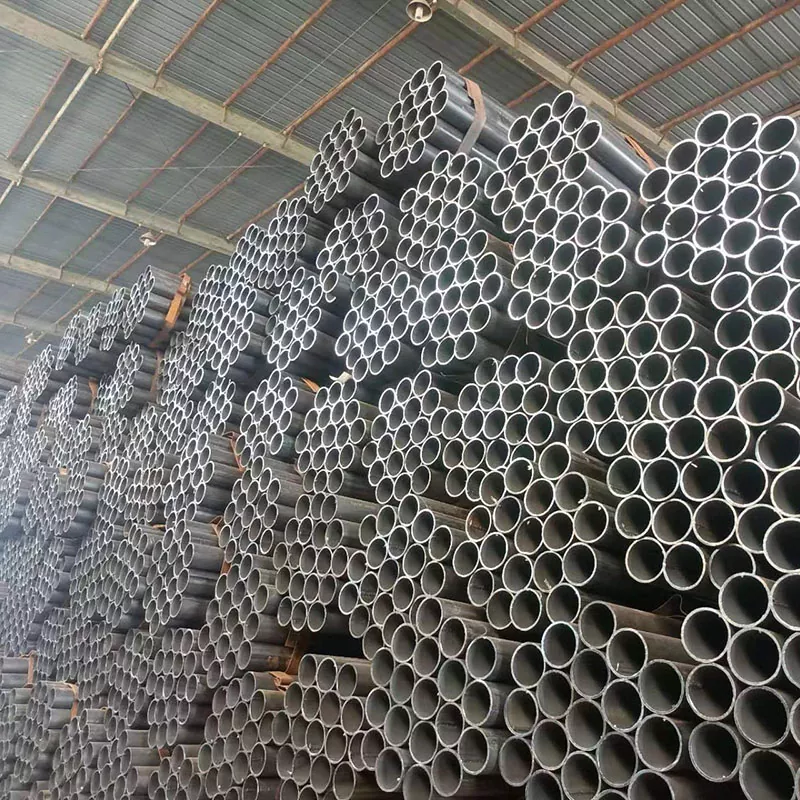
Прямошовная сварная труба
Прямошовная сварная труба, производимая производителем Xinlida, представляет собой прокатанную стальную пластину или стальную полосу, сваренную в прямую линию с помощью технологии сварки (например, высокочастотной сварки или сварки под флюсом) с образованием трубчатой конструкции. По сравнению с бесшовными стальными трубами, процесс производства стальных труб с прямым швом прост и стоимость низкая, но прочность сварного шва может быть немного ниже, чем у бесшовных стальных труб.
Отправить запрос
Описание продукта
Процесс производства прямошовных сварных труб следует основному процессу «предварительная обработка сырья, формование, сварка и окончательная обработка», и каждый этап вращается вокруг точности и контроля прочности. Метод включает в себя следующие этапы: во-первых, подготовка сырья, выбор горячекатаной стальной полосы или рулонной пластины в качестве основного материала, нарезка стальной полосы на продольно-резательную машину на ширину, соответствующую требованиям к диаметру трубы, а затем выполнение выравнивания и удаления ржавчины для удаления поверхностных оксидных окалины. и примеси, чтобы не влиять на качество сварки; а затем поступают на стадию формования, на которой стальную полосу постепенно сгибают в открытую заготовку круглой трубы (или заготовку трубы квадратного или прямоугольного сечения) с помощью машины непрерывного формования роликами, чтобы гарантировать, что края трубной заготовки выровнены, а кривизна является однородной, и закладывают основу для последующей сварки.

После формирования трубная заготовка сразу же поступает в сварочное звено, и в основном применяется высокочастотная индукционная сварка или дуговая сварка: высокочастотная сварка использует электромагнитную индукцию для быстрого нагрева края трубной заготовки до расплавленного состояния, а затем сварка завершается нажатием на экструзионный ролик, а прочность сварного шва близка к основному металлу; Дуговая сварка подходит для толстостенных труб, а соединение реализуется путем заполнения расплавленной ванны электродом или сварочной проволокой. После сварки необходимо провести проверку сварного шва (например, ультразвуковой и рентгеновский контроль) для устранения дефектов, таких как поры и трещины, калибровку диаметра трубы с помощью калибровочного станка, корректировку прямолинейности с помощью выпрямляющего станка и, наконец, обрезку на фиксированную длину, а также провести обработку торцевой поверхности и антикоррозионную обработку (например, гальванизацию и покраску) для окончательной формы. квалифицированная прямосварная трубная продукция.


Горячие Теги: Китайская прямошовная сварная труба
Связанная категория
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.
сопутствующие товары





